 Studies in Informatics and Control – ICI Bucharest
Studies in Informatics and Control – ICI Bucharest
Supervised Solutions for Precise Ratio Control:
Applicability in Continuous Production Line
Ciprian LUPU, Dumitru POPESCU, Gabriel FLOREA
Faculty of Automatic Control and Computers,
Politehnica University of Bucharest,
Bucharest, Romania
ciprian.lupu@acse.pub.ro; dumitru.popescu@acse.pub.ro; gabriel.florea@honeywell.com
Abstract: Applications of continuous production line technique is of vast use today when there is a high demand for mass production. One of the main disadvantages consists in high receptiveness to malfunctions since a single fault can stop or affect the quality of the entire production line. The paper presents an improved solution of (re)balancing a parallel control structure and maintaining the ratio between two adjustment quantities. Applicability is proved on a control structure of the ratio using two groups of tanks, a situation that has been encountered in the chemical industry, food industry, pharmaceutical industry etc. Meanwhile the proposed structure may represent an interesting solution that could be implemented within supervisory level.
Keywords: ratio control; control performance; control architectures; disturbance rejection, supervisory level.
>Full text
CITE THIS PAPER AS:
Ciprian LUPU, Dumitru POPESCU, Gabriel FLOREA, Supervised Solutions for Precise Ratio Control: Applicability in Continuous Production Line, Studies in Informatics and Control, ISSN 1220-1766, vol. 23 (1), pp. 53-64, 2014. https://doi.org/10.24846/v23i1y201406
- Introduction
The high demand for mass production requires the implementation of the continuous (or flow) production line. The main advantages of the continuous production line are well-known: reduced processing time of work pieces; saving costs for temporary storage; control of the entire course of production (Figure 1). In the same time, one of the most important problems of the flow production is the high receptiveness to malfunctions since a fault can stop or affect the quality of the entire course of production. In many cases, from the food and pharmaceutical industry or from chemical dosing, water treatment, chlorination, mixing vessels [1] and waste incinerators, ratio or dosage loops are several of the important causes of quality problems and impose special solutions [6 -9], [16], [22].
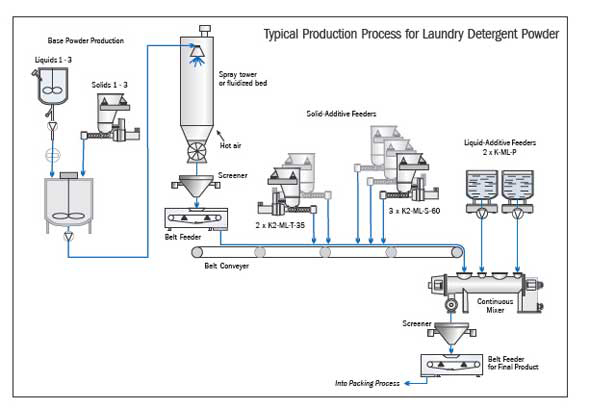
Figure 1. Example of continuous production line of the detergents [11]
In general terms, the ratio control between two or more process quantities was and continues to be an important subject in the area of practical applications. With time, various solutions, from simple ones as series or parallel (Figure 2) ordering of control loops to solutions using adaptive systems and structures, have been proposed and implemented. The purposes of these solutions are certainly those of increasing production performance and quality together with the efficient and safety exploitation of the production installation. A short list of works from this area can include [1-3], [5], [19-20].
 Figure 2. The typical ratio control scheme (parallel metered control) [1]
Figure 2. The typical ratio control scheme (parallel metered control) [1]
If the boundaries of the proper functioning of these systems are exceeded, the supervisory/safety level, present in most modern plants needs to be activated. Depending on the particularities of these systems, this intervention is focused generally on stopping the production line. Certainly, the (re) configuration of some elements of the production line could be a more convenient solution than stopping the entire process, but this operation is quite sensitive and generally requires additional hardware and software resources implementation, or sometimes flow production redesign [21], [23].
The paper tries to offer some performance solutions in which the ratio itself must be modified during the operation (in real time). The operation must be developed as fast as possible and with assuring the highest precision of keeping it in the transitory phase that follows the adjustment.
Even though this situation seems odd, it can be encountered when one of the recipients of a group product empties or is damaged and must be compensated with extra flows from similar recipients. Sometimes, using/adding parallel supply recipients represents the exclusive functional solution for the continuous production line.
In comparison to the classic solution and the one of the Visioli proposed variant [2] (Figure 3), the proposed solutions suppose variations of the modules balancing coefficient (from the included Blending Stations – BS1 and BS2). The notable results have been obtained in the situation where BS1 and BS2 are real time variables.
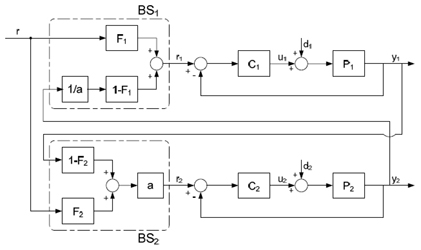 Figure 3. The proposed generalized ratio control structures involving two blending stations [2]
Figure 3. The proposed generalized ratio control structures involving two blending stations [2]
The testing scenarios have included perturbations to control loops, adjustments of setpoints values, adjustments of the value ratio (a) and compensations of the fail / emptiness of a reservoir, covering the main critical situations encountered in the real exploitation.
The comparative tests made are: a) a system with 4 reservoirs (2+2) equipped with (only) control loops on each reservoir vs. a system equipped with two extra fixed BSs; b) a system equipped with two extra fixed BSs vs. a system equipped with two extra adaptive BSs. Even though the (2+2) option is less favourable from the practical implementation viewpoint of the minimal construction, it was chosen because of the increased difficulty – losing a reservoir equalling a 50% (structural) perturbation.
The following sections will detail the above. The solution’s applicability is demonstrated by means of real time simulations and laboratory experimental platform.
REFERENCES
- VISIOLI, A., Practical PID Control, Springer, London, 2006.
- ENGIN, Y., G. MUJDE, E. IBRAHIM, A Ratio Control Structure with Two Blend Stations, The 5th IFAC International WS DECOM-TT, May 17-20, Cesme, Turkey, 2007, pp. 111-116.
- HÄGGLUND, T., The Blend Station – A New Ratio Control Structure. Control Engineering Practice, vol. 9(11), 2001, pp. 1215-1220.
- LANDAU, I. D., R. LOZANO, M. M’SAAD, Adaptive Control, Springer Verlag, London, 1997.
- SELL, N. J., Process Control Fundamentals for the Pulp & Paper Industry, Cap. 10, Tappi Press, ISBN: 0898522943, 1995.
- DAI, X., D. HE, T. ZHANG, K. ZHANG, Generalized Inversion for the Linearization and Decoupling Control of Nonlinear Systems, IEEE Proc. Control Theory Application, 2003, pp. 267-277.
- LUPU, C., D. POPESCU, R. GYORODI, A. UDREA, Precise Ratio Control Structure for Nonlinear Blend Processes, 20th MED Conference, Barcelona, July 3-6, 2012, pp. 1328-1333.
- WU, J., et al., A Novel Failure Mode Analysis Model for Gathering System based on Multilevel Flow Modeling and HAZOP. Process Safety and Environmental Protection, vol. 91(1-2), 2013, pp. 54-60.
- SOMNATH, R., A. SUMANTA, Scalar Mixing in a Turbulent Stirred Tank with Pitched Blade Turbine: Role of Impeller Speed Perturbation, Chemical Engineering Research and Design, vol. 90(7), 2012, pp. 884-898.
- POPESCU, D., D. STEFANOIU, LUPU, C. PETRESCU, B. CIUBOTARU, C. DIMON, Industrial Automation, Editura AGIR, Bucuresti, 2006,
- *** retrived from http://www.ktron.com/industries_served/chemical/laundry_detergent_production.cfm
- *** National Instruments, NI USB 6008, retrived from, http://www.ni.com
- *** Festo A.G., retrived from http://www.festo-didactic.com
- MCDONOUGH, R. J., Mixing for the Process Industries, Van Nostrand Reinhold, New York, 1992.
- NAUMAN, E. B., Chemical Reactor Design Optimization and Scale-up, McGraw-Hill, New York, 2002.
- PATEL, D., F. EIN-MOZAFFARI, M. MEHRVAR, Dynamic Performance of the Continuous-flow Mixing of Pseudoplastic Fluids Possessing Yield Stress in Stirred Reactors, Industrial & Engineering Chemical Research, vol. 50(15), 2011, pp. 9377-9389.
- VISIOLI, A. Q.-C. ZHONG, , Control of Integral Processes with Dead Time, Advances in Industrial Control, Springer-Verlag London Limited, 2011.
- LUPU, C., A. UDREA, AL. TICLEA, Control Solution for Some Classes of Nonlinear Processes, 19th IEEE MED Conference, Corfu, 2012, pp. 1046-1051.
- DONG, Y. L., et al., The Flow Ratio Process Control System Design Based on Improved PID Algorithm, Advanced Materials Research, 2012, pp. 605-607.
- LUPU, C., C. PETRESCU, Balancing Strategy for Ratio Control Structures, 19th CSCS Conference, Bucharest, 2013, pp. 430-434.
- BRUSAFERRI, A., A. BALLARINO, E. CARPANZANO, Reconfigurable Knowledge-based Control Solutions for Responsive Manufacturing Systems, Studies in Informatics and Control, vol. 20(1), 2011, pp. 31-42.
- FILIP, F. G., A. D. DONCIULESCU, G. NEAGU, Decision Support for Blend Monitoring in Process Industries, Computers in Industry, vol. 36(1-2), 1998, pp. 13-19.
- HERNANDEZ-MARTINEZ, E. G., et al., Modeling Framework for Automated Manufacturing Systems Based on Petri Nets and ISA Standards, Studies in Informatics and Control, vol. 22(2), 2013, pp. 163-174.
- *** Yokogawa Electric Co., Retrived from http://www.yokogawa.com/iss/documents/iss-doc-download-e.htm
- *** Allen-Breadley, Rockwell Automation, Logix5000 Controllers General Instractions – Reference manual, Publication 1756-RM003I-EN-P, January, 2007.